
Static small parts storage
Small parts and picked goods can be stored in different ways according to individual space requirements. Jungheinrich is ready for any application and can provide you with the appropriate small parts racking for any storage or order picking tasks.
Our modular racking systems for small to medium-sized quantities, offer optimum access to every item. They can be used universally in all industries, both for small parts and for bulky goods with and without load carriers.
Small parts racking with shelves
Storage is on shelves made from steel plate or wood over several levels. The small parts racking is available in slot-together or bolted design and is suitable for manual as well as automated operation. In the form of high-bay racking systems with a height of more than twelve metres, they can be operated by hand or using rack operating equipment as well as with order pickers, narrow aisle trucks and high rack stackers.
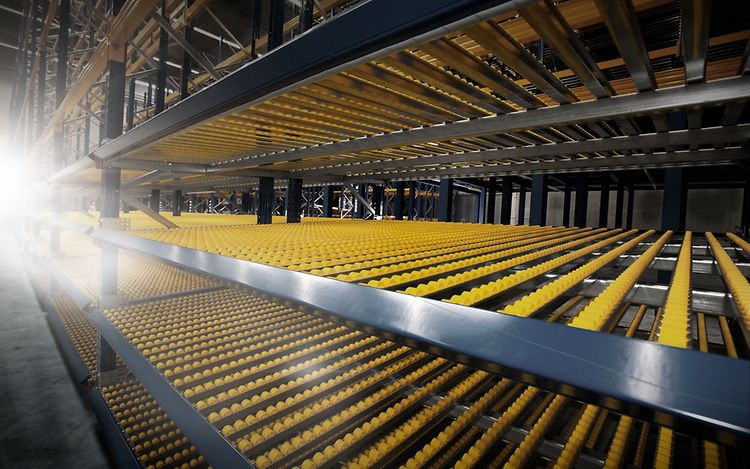
Top performance in automated small parts warehouse
Short access times, optimum use of space and fast throughput – the advantages of our automated small parts warehouse (ASW) are clear. The stacking and retrieval of goods is fully automated.











Always there for you: Racking inspection of your warehouse system
Jungheinrich continues to support you even after the purchase of a racking system with comprehensive services. Damaged storage equipment poses risks to your employees, vehicles, and stored goods. During a racking inspection according to European standard DIN EN 15635, our experts ensure that all calculable risks are eliminated. The qualified expert inspection of your warehouse racks includes annual inspections during ongoing operations, repairs using original spare parts and inspection sticker according to normative requirements.
Everything you need to know
Do you have a specific need? Or do you first want to know how our consultation process works – and what you can expect from us? Learn more.

Seven things to consider when planning your racking.
Learn which aspects are crucial in the initial considerations for your racking systems – clearly and understandably

How your new racking concept is created: An infographic
By your side from the beginning: Get to know our consultation process, which optimises your warehousing in the long term.

Racking myths and the story behind them
There are numerous misunderstandings and half-truths about racking systems. Here are the facts!














Contact us today! ⠀
⠀
Phone